
在重油、蜡油、柴油及石脑油资源的转化利用的过程中,炼油厂也副产了大量的轻烃资源。对于典型千万吨级燃油型炼油厂而言,全厂每年的气体轻烃(C4及以下)产量可达到百万吨,占原油加工量的10%左右。
未来的炼油厂不再单一生产燃料油品,而更趋向于提供优质的化工原料或化学品。在炼油厂的油品升级和转型发展过程中,涌现出一批新的炼油工艺技术,如渣油加氢裂化技术、催化裂解技术、催化柴油加氢转化技术、芳烃技术等。这些技术的发展一方面使得炼油厂轻烃资源大幅增加,另一方面也大力推动着炼油厂轻烃资源综合利用技术的发展。
1干气资源的利用
炼油厂干气资源包含饱和干气和不饱和干气,干气收率为原油加工总量3%~5%,其中常减压塔顶气和加氢处理装置的饱和气体收率较低,一般常作为装置的燃料自用。但随着加工量的增加和加氢原料比例的提升,这部分气体资源产量也大幅增加。因此,大型炼油厂和新建炼油厂一般都配套设置了轻烃回收装置,回收部分高价值的饱和轻烃资源,剩余干气再作为装置燃料或制氢原料,从而实现资源的高效利用,同时保证企业的安全生产。对于炼油厂的不饱和干气资源,如延迟焦化干气和催化干气等,传统炼油厂和小型炼油企业一般作为燃料自用。但随着炼油厂加工规模的增大、炼油厂转型发展和炼化一体化的深度融合,部分富含C2的气体资源也通常被回收利用或作为乙烯原料。
为了直接回收利用催化干气的乙烯资源,部分炼油厂直接采用稀乙烯法制乙苯-苯乙烯工艺,这两种途径的催化干气回收利用率达到75%以上,未来炼油厂催化干气以及其他C2资源的利用率还将会继续提高。此外,随着环保要求的日益严格,国内炼油厂加氢装置品种逐渐增多,加氢装置规模也不断扩大,全厂氢气资源需求量大幅提升,企业对低分气和各种富氢气体的回收利用非常重视。
炼油厂低分气中氢气体积分数较高(约70%),低分气中氢气量占全厂氢气消耗总量的10%~20%。除加氢装置的低分气外,炼油厂富氢气体还包括重整氢、乙烯氢、苯乙烯烃化尾气、加氢装置排放废氢等。对于上述富氢气体,炼油厂一般采用净化处理后送至变压吸附装置回收氢气,变压吸附尾气经压缩增压后作为全厂燃料气使用或作为制氢原料。目前,炼油厂或炼化企业干气的主要利用途径见图1。
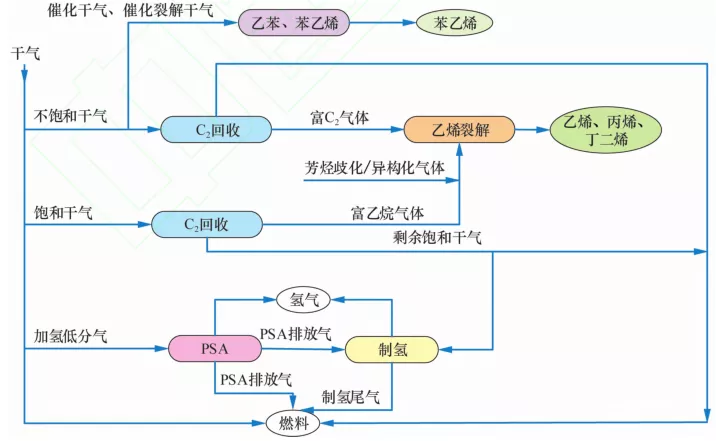
图1 炼油厂干气资源的主要利用途径
2液化石油气资源的利用
国内炼油厂的液化石油气资源十分丰富,全厂液化石油气收率占原油加工总量的8%~10%。对于大部分炼油厂而言,催化裂化液化石油气收率高达12%~22%,催化裂解(DCC)和催化热裂解(CPP)的则更高,可达到30%~40%。催化裂化液化石油气中烃类组成较多,以烯烃和异构烃类为主。
目前,炼油厂催化裂化液化石油气基本不作为燃料使用或商品液化石油气外卖,而是经脱硫脱硫醇处理后进行C3/C4分离,并回收其中的高价值丙烯和丙烷。分离出来的C4资源在不同类型炼制企业中加工路线略有差异。在燃油型炼油厂中,气分C4资源主要用于生产高辛烷值的汽油调合组分,如醚化汽油、烷基化油和芳构化汽油等;在化工型炼油厂中,也可采用烯烃裂解技术继续转化为乙烯和丙烯或进行高价值C4轻烃回收;对于含有催化裂解装置的炼油厂,通常将部分C4资源继续返回催化裂解装置增产烯烃产品。
但自2017年以来,国内大力推广车用乙醇汽油,导致异丁烯生产醚化汽油路线受到严重限制。相关研究单位相继开发了C4烯烃叠合技术,可依托炼油厂现有MTBE装置进行改造生产高辛烷值的叠合汽油,为汽油质量升级提供了新的技术保障。
对于饱和液化石油气资源,如加氢裂化液化石油气和重整液化石油气等,现有燃油型炼油厂一般作为商品液化石油气外卖或作为制氢装置原料。但也有部分炼油厂作为全厂装置燃料使用,这种情况在资源丰富的国外炼油厂较为常见。在炼化一体化企业中,饱和液化石油气通常作为乙烯原料。炼油厂或炼化企业液化石油气主要利用途径见图2。
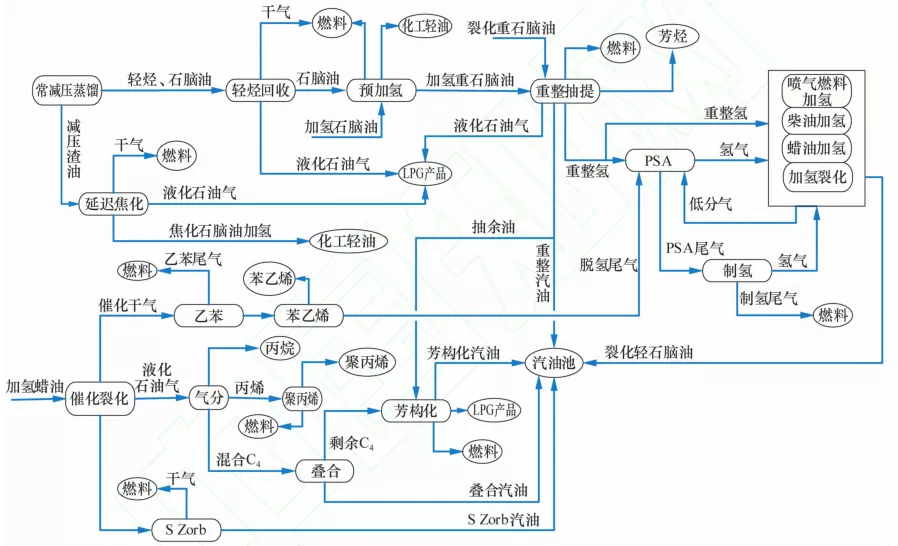
图2 炼油厂液化石油气资源的主要利用途径
3典型燃油型炼油厂的轻烃综合利用
该炼油厂以生产汽油、煤油、柴油为主,油品收率达到65%以上,同时副产部分芳烃和化工产品,重油采用延迟焦化蜡油加氢催化裂化工艺组合路线,因此炼油厂轻烃资源(含液相轻烃)主要有:①催化裂化和延迟焦化装置的不饱和干气和不饱和液化石油气;②常减压蒸馏、催化重整、加氢裂化和加氢处理等装置的饱和轻烃和部分粗石脑油;③催化重整和加氢裂化等装置的富氢气体。
在燃油型炼油厂中,催化裂化装置的加工规模一般较大,催化干气和催化裂化液化石油气的产量较高,占全厂气体轻烃总量的45%左右。对于催化干气的利用,炼油厂采用了稀乙烯制乙苯-苯乙烯工艺路线,在生产苯乙烯同时,副产的脱氢尾气也经PSA最大化回收氢气资源。对于催化裂化液化石油气,炼油厂设置气体分离装置回收丙烷和丙烯,丙烷作为优质的化工原料外卖,丙烯则用于生产聚丙烯,进一步提升炼油厂轻烃资源利用价值。
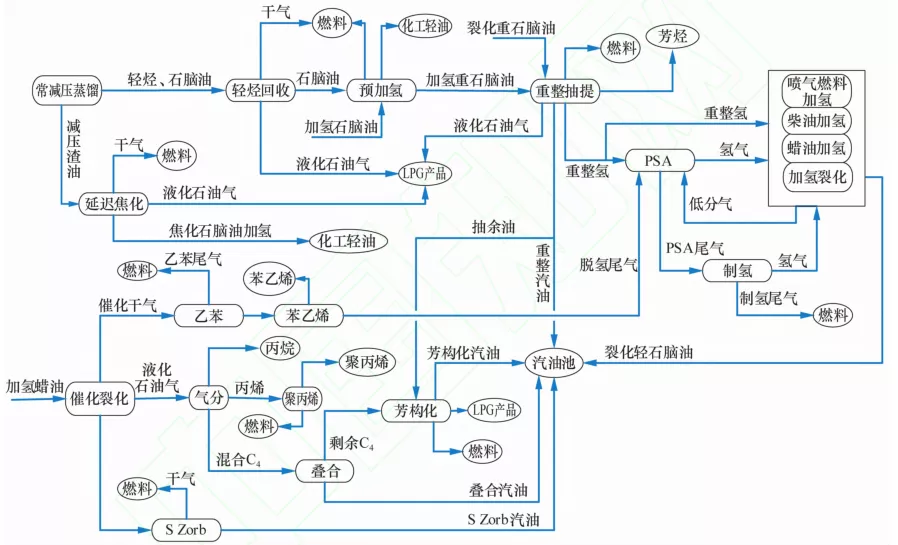
图3 某燃油型炼油厂的轻烃综合利用简图
4一体化炼油厂的轻烃综合利用
与典型的燃油型炼油厂相比,一体化企业的炼油厂加工规模一般较大,加工流程较长,轻烃资源的利用途径更加多元化,精细化利用程度也更高。
其中一类一体化炼油厂以生产油品为主,乙烯和芳烃为辅,因此全厂轻烃遵循“宜油则油、宜烯则烯、宜芳则芳”的加工利用原则:①催化干气富含乙烯资源,直接作为乙烯原料,催化裂化液化石油气经C3/C4分离后,丙烷作为乙烯原料,丙烯聚合生产聚丙烯,C4馏分中异构烃类含量较高,直接采用叠合技术和烷基化技术生产高辛烷值清洁汽油调合组分(规划建设中);②焦化干气富含乙烷资源,焦化液化石油气以饱和轻烃为主,因此炼油厂设置焦化气体回收装置回收富乙烷气体和饱和液化石油气,回收的饱和轻烃直接作为乙烯裂解原料,焦化石脑油富含链烷烃和烯烃,经加氢处理后将作为优质的乙烯原料;③对于C5/C6等轻石脑油资源,炼油厂设置了正异构分离装置,其中富含的异构烷烃馏分作为清洁汽油调合组分,富含正构烷烃馏分作为优质的乙烯原料;④在生产PX过程中,歧化和异构化装置单元副产了部分轻烃资源,也将作为优质的乙烯原料;⑤其他轻烃的加工利用与燃油型炼油厂基本相同。可以看出,油化芳一体化促进了炼油厂轻烃资源更加精细化和多元化利用。
另一类一体化炼油厂以生产芳烃和乙烯为主,油品为辅,因此全厂轻烃资源的加工方向更偏向于生产更优质的化工原料和化工产品。对于全厂的富氢气体、干气、液化石油气和轻石脑油馏分,炼油厂从资源的结构特点出发,采用分离技术分别设置了PSA氢气回收、C2回收、液化石油气分离和石脑油正异构分离装置,最大限度回收高价值的轻烃资源和优质的乙烯原料,实现了资源的结构级别利用甚至是分子级别的利用。因此,炼油厂转型发展的需要决定了轻烃资源的加工方向,而分离应用技术的进步大幅提升了国内轻烃的综合利用水平。
未来国内还将有一批大型炼化企业相继启动建设和投产运营,炼油产能过剩加剧。同时随着国内油品消费需求的放缓,油品质量升级步伐加快,安全环保要求不断提高,炼油工业发展将面临着巨大的挑战,炼油企业未来的竞争将愈演愈烈。未来炼油厂将更加强化全厂资源的精细化管理,低价值轻烃资源将逐步变“废”为“宝”,资源的综合利用水平将明显提高。
随着炼油厂大型化、一体化、基地化的发展趋势和炼油厂加工技术的发展,轻烃将不再是炼油厂副产的廉价产品,而逐渐成为可高价值利用的低碳资源。轻烃资源在转化为优质油品组分的同时,轻烃资源利用将更加分子化和多元化,轻烃技术也将朝着绿色化和集成化方向发展。
作者:吴群英(中国石化工程建设有限公司),摘选自“炼油厂轻烃资源利用现状与加工趋势分析”,原文刊于2019年第10期《炼油技术与工程》。
▌免责声明:所载内容来源于网络等其他资源,上海慧得节能科技有限公司对文中观点保持中立,仅供参考,交流。转载稿件版权归原作者和机构所有,如有侵权,请联系我们删除。
上海慧得节能科技有限公司专门为企业提供系统能量优化服务。独创的5+X大系统优化产品架构,能够对炼化企业进行全面优化。其中的”资源与能源的综合利用优化“,针对炼化企业的轻烃资源进行优化,包括氢资源优化、乙烯组分优化、瓦斯中≥C3组分优化和瓦斯系统优化。节能降耗,提升效益,慧得帮得上忙(18019098907)
扫描二维码
获取更多精彩
慧得节能

上一页:
下一页:
