


VHEX高效防垢换热器
VHEX高效防垢换热器,一种组装式大长径比管壳式换热器。该换热器是一种管壳式换热器,从结构和材料方面进行了改进。同时具有管壳式换热器固有的拆装方便,容易清洗的特点。
该换热器是传统管壳式换热器的更新换代产品。由多台微小换热器组合在一起,共同完成换热任务。与传统的单壳程或双壳程换热器相比,VHEX换热技术更接近逆流传热,传热温差校正系数Ft较小,更适合提高冷侧出口温度,降低㶲损,因此具有高效传热的特点。VHEX换热器在工艺、结构和制造精度三个方面进行改进,有效消除死区,提高抗垢性能。
该换热器应用在需要高效传热的场合、容易结垢的场合。

(1)传热效率高
优化选型,采用专利技术的高效传热技术,对管程和壳程进行强化,提高传热效率。与传统的管壳式换热器相比,传热系数提高20-40%。该设备用于对现有设备的改造,具有提高总传热量20-40%的节能效果。
(2)防结垢设计技术
该技术主要是在换热器管程和壳程采用了无死区设计技术,Hi-Re和3D-Bf技术配套高精度装配技术,使换热器的抗结垢能力显著提升,工业应用结果,清理周期是普通管壳式换热器的3-20倍。
(3)被加热物料出口温度高
VHEX换热技术更接近纯逆流传热,传热温差校正系数Ft较小,可以显著提高被加热物料的出口温度,降低㶲损,因此具有高效传热的特点。与传统换热器相比,传热校正系数Ft高10-20%,相当于提高传热系数10-20%。在小流量(2-100m3/h)和高温差(20-200℃)的工况下使用,该效果更加显著。

VHEX换热器可以广泛应用在石油化工行业、煤化工、多晶硅以及氧化铝等行业中。石油化工行业主要用在电脱盐污水换热、外甩油浆换热、污水汽提进料换热、溶剂再生贫液-循环水换热等的换热;煤化工行业主要用于煤气化、甲醇、MTO、煤焦油加氢等换热;多晶硅主要用于氢化单元、精馏单元、氢化单元等的换热;氧化铝主要用于溶出单元、沉降单元等的换热。
案例一:VHEX用于汽油加氢
中石化石家庄炼化100万吨/年柴油加氢装置,使用2台BES800换热器,原换热面积为320m2,2017年更换为2台VHEX换热器,与原换热器相比,总传热系数提高70%,换热面积降低63%,换热器重量降低60%。原工艺物料换后温度45℃,改造后物料出装置温度可以达到36℃。优化前后的效果对比表见以下多表:
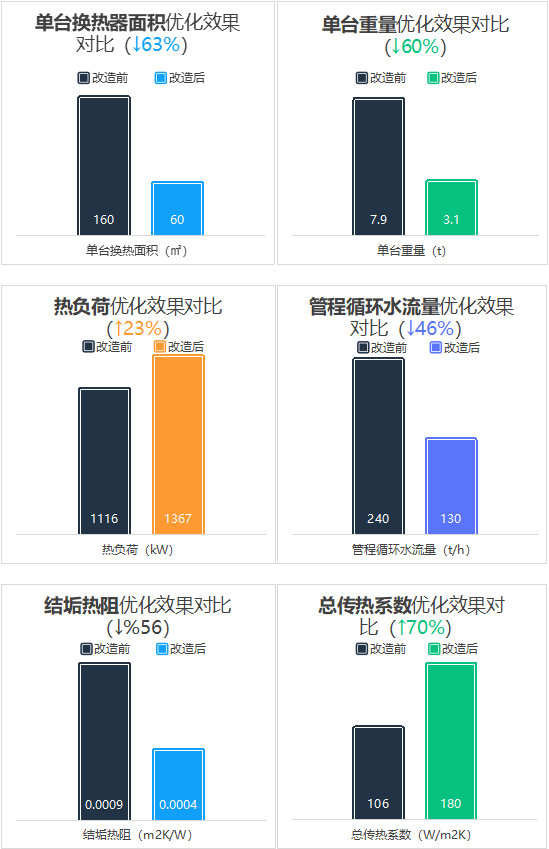
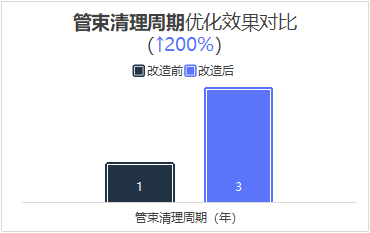
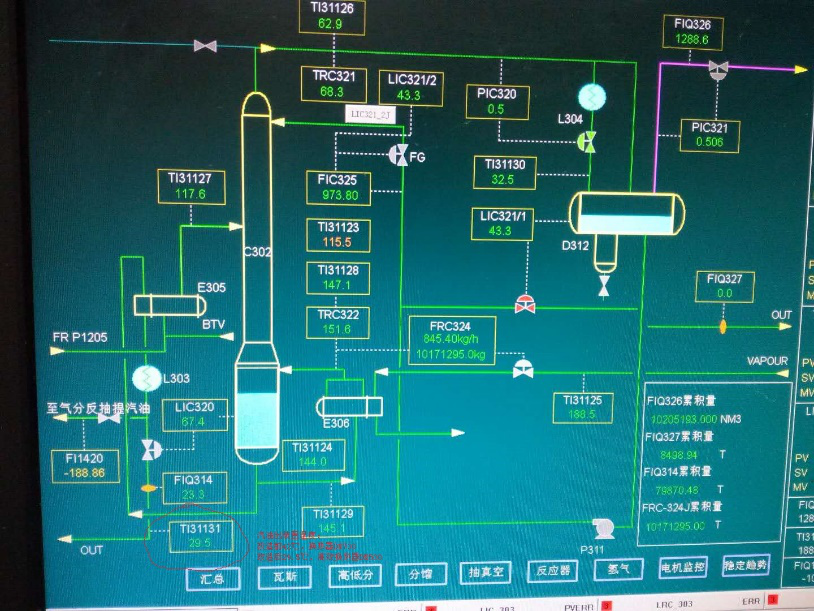
图2 DCS画面

图3 高效换热器现场
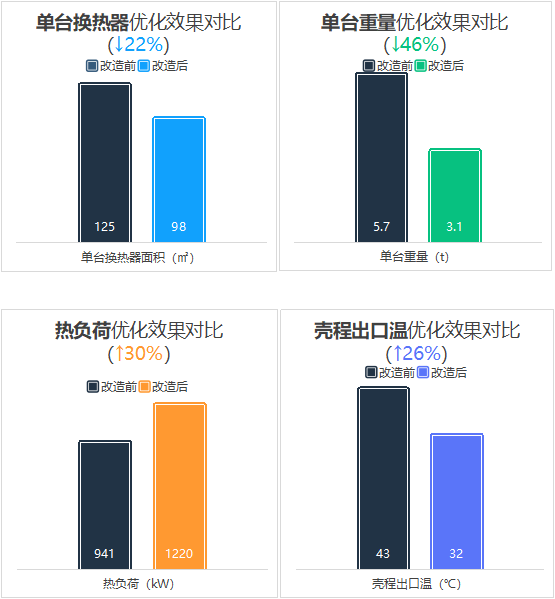
案例二:中国石化石家庄炼化分公司(VHEX用于胺液再生)
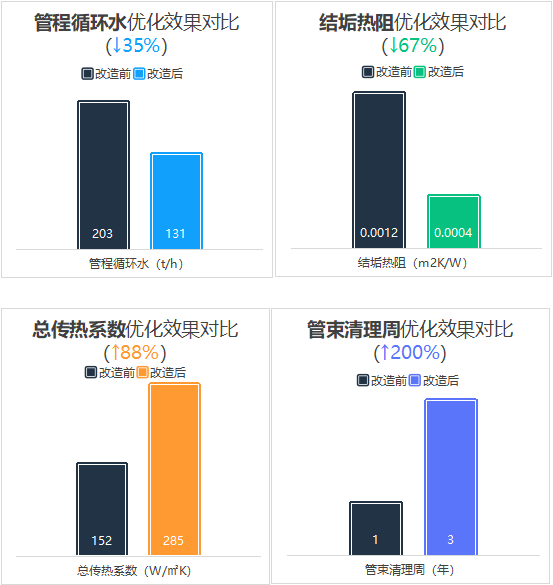
石家庄炼化100万吨/年焦化装置胺液再生单元,原使用BES700换热器,原换热器总换热面积为250m2,改造前在物料侧和循环水侧均有严重结垢,冷后温度高于43℃,夏季生产无法满足溶剂冷后≤38℃的要求。2017年9月,更换为2台VHEX换热器。有效解决了循环水换热器结垢问题。改造后,采用2台VHEX换热器,总换热面积为196 m2。总传热系数提高88%,换热面积降低22%,换热器重量降低46%,管束清理周期延长200%。优化前后的效果对比表见以下多表:
案例三:淀粉培养液换热器
山东金玉米淀粉加工企业,淀粉培养液的粘度高,极易结垢。优化前,使用板式换热器,每7天需要清洗一次。同时多耗蒸汽和循环水。采用VHEX高效防垢换热器之后,连续运行4个月无需清理。清理周期延长至原来的16倍以上。
优化后有三个方面的效益:1)提高换后温度由90℃至110℃,节约蒸汽0.5t/h,效益50万元/年。2)减少循环水用量30t/h,效益30*0.2*0.84=5万元/年。3)减少维修费用19万元/年。合计效益50+5+19=74万元/年。投资回收期<1年。


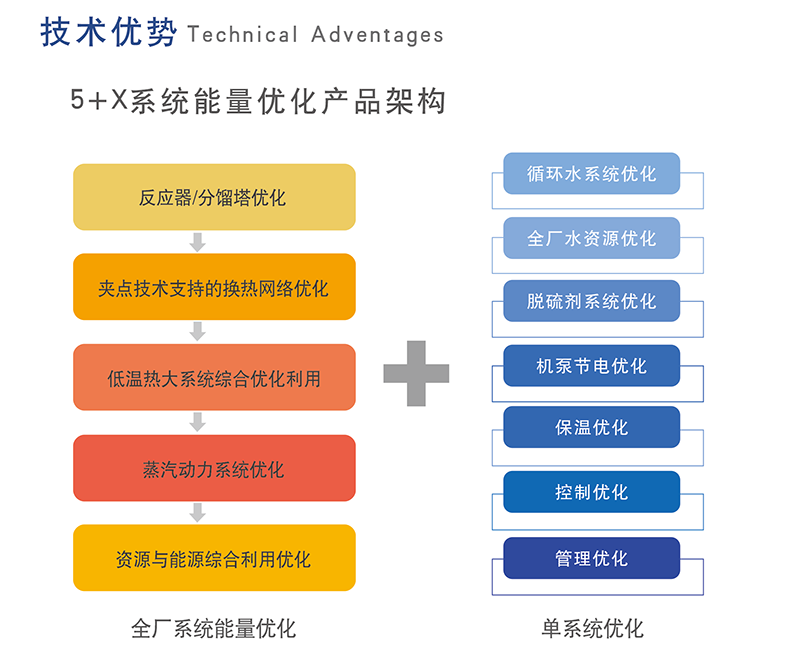
上海慧得节能科技有限公司是一家专注于为工业企业提供过程能量系统优化产品和服务的科技创新型企业。公司以华贲教授创立的过程工业能量流"三环节"理论为指导,秉承为客户带来"新思路、新观念、新技术"的理念,以优化生产,节能降耗为导向,从工艺过程优化入手,提供包括操作优化、设备改进、余热回收、控制优化、机泵节电在内的整体能方案。公司自主研发的新产品、新技术成功应用于石油化工、多晶硅、煤化工、氯碱化工、液化天然气、区域能源系统和新能源等多个工业领域,已经在中石化、中石油和中化三大集团完成了二十几个项目,为用户带来数亿元的节能效益。炼油厂系统优化节能幅度可达 20%,乙烯厂系统优化节能幅度可达 5%以上,其他化工类装置一般在 3-10%。


电 话:18019098907、021-58858850
邮 箱:service@huidechina.com
官 网:http://www.huidechina.com
公众号:慧得节能

上一页:
下一页:
